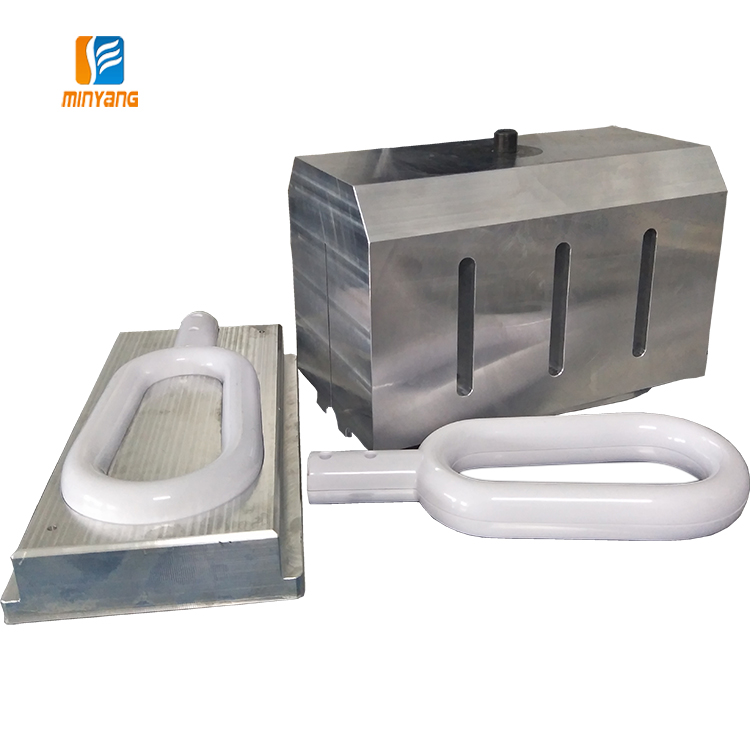
Róg ultradźwiękowyto jeden z najgłębszych aspektów technologii ultradźwiękowej.Nawet z kilkuletnim doświadczeniem w projektowaniu i rozwoju, mocno wierzymy, że tylko dzięki rygorystycznym testom i kontroli jakości możemy produkować to, co najlepsze głowica spawalniczas.Nasi inżynierowie spawają charakterystykę akustyczną i mechaniczną głowicy w idealnej kombinacji, zaprojektują najbardziej zgodne z potrzebami klientów produktów,forma ultradźwiękowajest kluczowym parametrem, parametr amplitudy formy ultradźwiękowej jest również bardzo ważny w praktyce!
Amplituda pleśniprojektowanie parametrów: amplituda dla materiałów spawalniczych jest parametrem kluczowym, równoważnym temperaturze ferrochromu, temperatura nie osiągnie wtopienia, zbyt wysoka temperatura spowoduje przypalenie surowców lub doprowadzi do uszkodzeń strukturalnych i pogorszenia wytrzymałości.Ze względu na inny dobór przetwornika, amplituda wyjściowa przetwornika po dopasowaniu innego zmiennego stosunku amplitudy i głowicy spawalniczej, zdolna do pracy korekta amplitudy głowicy spawalniczej w celu dostosowania do wymagań, zwykle amplituda wyjściowa przetwornika dla 10-20 mikronów, a amplituda robocza, ogólnie około 30 mikronów, i zmiana amplitudy głowicy spawalniczej niż w przypadku amplitudy i kształtu głowicy spawalniczej, przed i po stosunku powierzchni i innych czynnikach, kształcie, takim jak wykładnicza zmienność amplitudy, funkcjonalne zmienność amplitudy, zmienność amplitudy typu drabinkowego itp. mają duży wpływ na stosunek, stosunek powierzchni przed i po całkowitym stosunku jest proporcjonalny do stosunku.Jeśli wybierzesz innyzgrzewarka ultradźwiękowa, najprostszym sposobem jest wykonanie go zgodnie z proporcją głowicy spawalniczej, co może zapewnić stabilność parametru amplitudy.

Projektowanie parametrów częstotliwości formy:Zgrzewarka ultradźwiękowamają częstotliwość centralną, taką jak 20 KHz, 40 khz itp. Częstotliwość roboczaspawarkizależy głównie od częstotliwości rezonansu mechanicznego przetwornika, wzmacniacza i tuby.Częstotliwość generatora jest regulowana zgodnie z częstotliwością rezonansu mechanicznego, aby osiągnąć to samo.Thegłowica spawalniczajest przystosowany do pracy w stanie rezonansowym, a każda część jest zaprojektowana jako rezonator o długości półtorej fali.Zarówno generator, jak i częstotliwość rezonansu mechanicznego mają rezonansowy zakres roboczy, taki jak ogólne ustawienie ±0,5 KHz, w którym spawarka może pracować normalnie.Podczas wykonywania każdej głowicy spawalniczej częstotliwość rezonansowa zostanie wyregulowana, a błąd między częstotliwością rezonansową a częstotliwością projektową musi być mniejszy niż 0,1 kHz.Na przykład głowica spawalnicza 20 kHz, częstotliwość głowicy spawalniczej będzie kontrolowana w zakresie 19,90-20,10 kHz, a błąd wynosi 5‰.
Konstrukcja węzła wibracji formy:głowica spawalnicza i pręt smarujący są zaprojektowane jako rezonator o połowie długości fali o częstotliwości roboczej.W stanie roboczym amplituda dwóch powierzchni czołowych jest największa, a naprężenie najmniejsze, podczas gdy węzeł odpowiadający pozycji środkowej ma zerową amplitudę i maksymalne naprężenie.Ogólny projekt dla stałej pozycji węzła, ale zwykle ustalona pozycja grubości projektowej jest większa niż 3 mm lub rowek jest stały, więc ustalona pozycja nie musi mieć zerowej amplitudy, co doprowadzi do niektórych połączeń i części energii strat, dla dźwięku zwykle z gumowym pierścieniem z pozostałymi częściami lub z materiałami dźwiękochłonnymi do ekranowania, Straty energii są uwzględniane przy projektowaniu parametrów amplitudy matrycy.
Ponad 10 lat sprzedaży, dostrajania maszyn i doświadczenia w spawaniu, zaznajomienie się z charakterystyką różnych urządzeń i różnych zgrzewania tworzyw sztucznych, charakterystyka nitowania, dokładna amplituda formy projektowej;Istnieje wiele konwencjonalnych form do spawania testowego, które mogą zapewnić klientom testowe eksperymenty spawalnicze i zapewnić dokładne wyniki spawania.
Na częstotliwości:Występują błędy w częstotliwości przetwornika i pręta smarującego każdego sprzętu, a zakres strojenia zwykle mieści się w granicach -0,6+0,1 kHz.Dlatego wykonujemy produkty zgodnie z częstotliwością standardową minus 0,25 kHz, gdy klient nie określi częstotliwości.Na przykład częstotliwość wytwarzanej przez nas formy 15 KHZ wynosi 14,75 kHz.Częstotliwość 20 KHZ wynosi 19,75 kHz, więc można użyć dowolnego sprzętu producenta;Gwarantujemy, że formy są wykonywane wielokrotnie z minimalnym błędem, dzięki czemu formy można wymienić bez konieczności ponownego dostrajania częstotliwości sprzętu lub tylko drobnego dostrajania.
Amplituda:0,77um 0,56um 0,40um 0,35um 0,30um 0,25um (odpowiadająca częstotliwości poprzedniej pozycji z kolei)
O amplitudzie:ponieważ wydajność każdego sprzętu jest nierówna, jest dobra i zła, dobierzemy odpowiednią amplitudę w zależności od wydajności sprzętu używanego przez klientów i materiału produktu spawalniczego;
Mingyang SPRZĘT ULTRADŹWIĘKOWY CO., Ltd.jest profesjonalnym działem badawczo-rozwojowym, produkcją, sprzedażą urządzeń ultradźwiękowych / projektowaniem / ultradźwiękowymi formami współpracy.W celu poprawy jakości zakupiliśmy 5 grawerek komputerowych CNC oraz skróciliśmy cykl formowania, aby w stosunkowo krótkim czasie zakończyć projekt i produkcję głowicy spawalniczej.Obecnie oprócz produkcji na dużą skalę o różnych standardowych specyfikacjach i produkcji odpowiedniej głowicy spawalniczej, firma posiada warsztat projektowania i produkcji głowic spawalniczych (HORN), zajmujących się produkcją głowic spawalniczych od wielu lat mistrzów.W zależności od różnych kształtów, różnych wymagań, przy użyciu importowanych ze Stanów Zjednoczonych materiałów ze stopu aluminium, pięknego wyglądu, trwałego, dobrze przyjętego przez klientów.
Czas publikacji: 06.09-2022